Varjenje elektrofuzijske cevi
Polaganje cevovoda ali glavnega kanalizacijskega sistema ni mogoče opraviti z enim samim kosom materiala. Do sedaj so bile razvite številne metode, s pomočjo katerih je vzpostavljena povezava posameznih segmentov. Najnaprednejši je varjenje elektrofuzijske cevi.
Kaj je to?
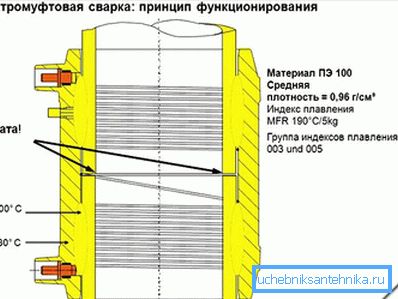
Bistvo metode je v tem, da ima povezovalni priključek v njej električno spiralo. Lahko je popolnoma odprt, delno pokopan ali skrit. Grelni element ima dva izhodna kontakta, na katera je priključen varilni stroj. Navedena vrednost napetosti je dobavljena za določen čas. Notranji del priključka in vstavljeni del cevi pod delovanjem temperature postane tekoč. Zunanja stena se ne segreva do te mere in ohranja svojo elastičnost, zaradi česar se snov premika navzdol, zaradi česar se oblikuje monolitna struktura.

Spojke so narejene iz treh vrst plastike: polietilen, polipropilen, polibuten. Za vgradnjo plinskih vodov običajno uporabljamo samo prvo možnost.
Nasvet! Označevanje se nanaša na opremo, ki obvesti operaterja o tem, kakšno napetost in za katero obdobje se uporablja. Označuje tudi čas hlajenja končnega sklepa. Poleg tega oblikovanje predvideva posebne kazalnike, ki signalizirajo zaključen proces.
Koristi

Ta tehnološka metoda ima številne pozitivne vidike:
- Med varjenjem se notranji premer cevi ne zmanjša. To pomeni, da ga je mogoče uporabljati ne le v primerih, ko ima sistem tlačno glavo s konstantnim pritiskom. Sistemi za odvodnjavanje in nevihte niso izjema.
- Zahvaljujoč dobro premišljeni instrumentalni bazi se človeški faktor zmanjša na minimum pri opravljanju vseh potrebnih operacij.
- Ta metoda je bolj sprejemljiva, če morate pritrditi dve cevi velikega premera.
- Elektrofuzijsko varjenje je nujno potrebno, kadar je potrebno popraviti glavno napeljavo in cevi v vodoravni ravnini ni mogoče premakniti.
- Ovira za artikulacijo tudi ne bo, če se obe ali ena od cevi okrepi z okrepitvijo vključkov. Pri varjenju s šobami ni nobene garancije za takšno trdnost šiva.
- Cevi iz šivalnega polietilena običajno povezujejo mehansko. ZN varjenje prinaša možnost vplivanja na molekularne vezi, ki zagotavljajo visokokakovosten šiv.
- Montaža cevovoda z množico pip se lahko izvede neposredno na mestu, brez potrebe po predhodnem priklopu in namestitvi že končane konstrukcije.
- Varčevanje z električno energijo v primerjavi z drugimi vrstami.
- Prednost varilnih izdelkov iz različnih polietilenskih razredov, kakor tudi različnih premerov.
Toolkit

Da bi celoten proces potekal gladko, morate imeti na voljo posebno orodje:
- Varilni stroj. Za to vrsto varjenja je bila razvita edinstvena enota. Temelji na polprevodniških tehnologijah, zato porabi več vrst elektrike manj električne energije kot druge. Navadno za takšne enote so navedeni največji in najmanjši varjeni premeri. Obstaja čitalnik črtne kode, ki samodejno vnese podatke o določeni vrsti povezave, lahko pa je tudi ročno. Podatki o vsakem prenosu so shranjeni v pomnilniku, tako da lahko upravljavec ali kontrolna skupina dobi informacije. Morda imate vgrajeno serijsko ali USB vrata, lahko z njim priključite bliskovni pogon, da prenesete nastavitve ali podatke. Na sprednji plošči je ponavadi zaslon, ki prikazuje trenutne nastavitve. V kompletu z nekaterimi enotami so nasveti različnih delov.
- Pozicioner Majhen kovinski vložek v obliki traku, ki ima več sponk. To orodje vam omogoča, da položite cevi v isto ravnino za varjenje. Namenjena je tudi odpravi ovalnosti. V ta namen je mogoče uporabiti tudi ločeno sponko.
- Truborez. Običajno uporabite disk. On je tisti, ki omogoča, da opravi enakomerno rezanje, kar je zahteva.
- Strgalo Majhen ročaj z rezilom. Lahko je tudi pritrditev z več moduli. Ena od njih je nameščena v cev, druga pa na katero se nahaja rezalna glava, je povezana in med vrtenjem odstrani zgornji sloj. Ta postopek ni potreben, da bi ustvarili grobo površino, ampak odstraniti oksidirani del šobe.
- Ruleta ali ravnilo.
- Čistilo. Odstraniti je treba umazanijo in mast. Uporabiti ga je treba posebej zasnovano za določeno vrsto cevi. Ne uporabljajte navadnega alkohola ali acetona.
- Marker. Vodotesna bela ali svetla barva se uporablja za nanašanje ne samo oznak, temveč tudi nekaj podatkov namesto konic.
Nasvet! Za vgradnjo sedla se uporablja tudi posebna vrtalna plošča, kot tudi šestrobni ključ in izvijač za objemke.
Skupščina

Postopek konice ni zelo zapleten, vendar zahteva določeno natančnost, pozornost in vztrajnost.
- Če je čas pred delom, je priporočljivo, da cev poravnate v 24 urah in ga odvijete iz zaliva, kar bo pomagalo delno popraviti ovalnost.
- Prva stvar je, da obrezujete rob cevi. Za te namene je mogoče, vendar ne zaželeno, uporabiti žico. Zadnjica je groba. Uporabite rezalnik cevi za disk, zagotovil bo pravilno ravnino.
- Naslednja je oznaka. Uporabiti je treba črto, na katero naj bo pritrjen pritrdilni element. Od nje naredi rob še 1-2 cm in označite.
- Z orodjem za strganje ali mehanskim oksidom odstranite zgornji sloj. Za cevi, katerih premer ne presega 63 mm, je 0,1 mm. Če je zunanji premer večji, potem morate odstraniti 0,2 mm.
- Zdaj cev obdelamo s topilom in ga položimo v pozicioner. Mora biti dobro določena in pravilna ovalnost. Vgradnja ne sme biti izpostavljena zlomnemu stresu. Pozicionar mora to izravnati.
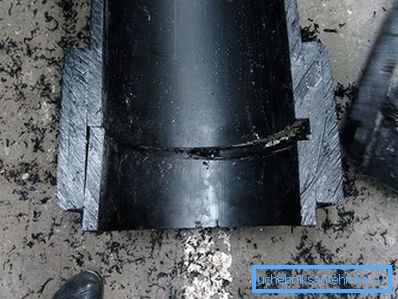
- Spenjanje je nameščeno (potrebno ga je tudi obdelati z notranjo rešitvijo). Če je premer cevi zelo velik, se sklopka raztegne do polne velikosti. Vlečena je druga cevna cev in vgradnja se razbije na polovico njegove globine. Hipotekarna vijačnica mora biti na celotnem območju cevi, da se zagotovi pravilno legiranje.
- Po povezavi dveh cevi je priključen varilni stroj. Potrebne parametre bere bralnik ali se ročno vnese. Postopek se začne. Pomembno je vedeti, da čas hlajenja vključuje tudi celoten cikel. Če je posnetek pred časom odstranjen, se bo tanka prekinila.
- Ko so opravljene vse naloge, se čas in datum, kot tudi operater, dajo na povezavo.
- Namestitev sedla ima podoben algoritem. Čiščenje se izvaja na mestu vgradnje, vendar ne po celotnem obodu, temveč le na površini lepljenja, ki jo blokira spirala. Po odstranitvi sedla se sedlo in trdno vpne. Varjenje se izvaja. Poleg tega se s pomočjo dodatnega orodja izvede rez. S pomočjo vtikača je tehnološka odprtina zaprta in nalepka se uporablja.
Nasvet! Za odstranitev oksida ne uporabljajte škatel ali neprimernih čistilcev. Vi preprosto opraskate površino, vendar ne boste dosegli želenega rezultata.
Tipične napake
V nekaterih primerih je povezava pod pritiskom. To je mogoče zaznati že ob zaključku celotne namestitve. To se zgodi zaradi naslednjih razlogov:
- Operater ni nadomestil ovalnosti. To lahko povzroči, da staljena plastika ne napolni celotnega prostora.
- Strganje ni bilo opravljeno s strgalom. Rezultat je, da sklopka in cev ne tvorita monolitnega spajkanja.
- Cev je bila pod kotom na vgradnjo. Posledica bo uhajanje tekoče plastike.
- Vgradnja ni bila v celoti nameščena. Hipotekarna vijačnica ne bo talila zadostne količine zglobne površine.
- Ni bilo razmaščevanja ali po dotiku na mesto čiščenja. Povezava ne bo tesna.
Za priklop HDPE cevi je tudi to navodilo. Ta metoda je veliko boljša od uporabe pribora z mehansko objemko, ki ne more zagotoviti popolne tesnosti.
Video
Predloženi video materiali kažejo tehnološki proces varjenja elektrofuzijske cevi: